kategória: Kiemelt cikkek » Villanyszerelő titkai
Megtekintések száma: 238296
Megjegyzések a cikkhez: 19
Hegesztő huzal csatlakoztatása
 A leírtakon túl korábban vezetékes csatlakoztatási módszerek (lásd cikk Huzalozási módszerek: csavarásoktól a forrasztásig), a hegesztést a közelmúltban széles körben használják.
A leírtakon túl korábban vezetékes csatlakoztatási módszerek (lásd cikk Huzalozási módszerek: csavarásoktól a forrasztásig), a hegesztést a közelmúltban széles körben használják.
A hegesztés jobb, mint a többiek: a legkönnyebb megbízható és magas színvonalú kapcsolatot elérni vele. Ezért a huzalozás üzemideje nagyon hosszú.
Most a huzalozást leggyakrabban rézhuzal végzi, igyekeznek nem alumíniumhuzalt használni. Ezért további hangsúlyt fektetünk a rézhuzalok hegesztésére.
A rézhuzalokat hegeszteni lehet váltakozó vagy egyenárammal 12 - 36 V feszültség mellett, miközben lehetővé kell tenni a hegesztési áram szabályozását. A huzalhegesztéshez leginkább megfelelő inverteres hegesztőgépnek kell tekinteni.
Inverter típusú hegesztőgépek
Az inverter eszközök előnyei széles körben ismertek. Először is, kicsi a mérete és súlya, és néhány modellnek van egy hevedere a vállon történő hordozáshoz. Ez lehetővé teszi, hogy a készüléket felfüggessze egy övre a válla felett, és felmászjon a létrán a csavarok hegesztéséhez a forrasztódobozban.
Hegesztő inverterekÁltalában a hegesztési áram széles szabályozási tartománya van. Az ilyen eszközök íve nagyon stabil, alacsony hegesztőáramok mellett jól meggyullad, így még egy tapasztalatlan hegesztő is hamarosan kiváló eredményeket érhet el, jó minõségû hegesztett illesztéseket kaphat.
A frekvenciaváltó előnyei között szerepel az alacsony energiafogyasztás is a hagyományos transzformátorhegesztőkhöz képest. Ezért teljesen csatlakoztatható a háztartási vezetékekhez: nem fognak villogni a fények és nem működnek különféle háztartási készülékek, nem lesz panasz a szomszédoktól.
A rézhuzalok hegesztése ugyanolyan veszélyes, mint a hagyományos acélhegesztés. Teljesen fennáll annak a veszélye, hogy "nyuszik" felveszik és megolvadt fémtől égni lehet. Ezért a hegesztési huzalokkal kapcsolatos munkákat hegesztőmaszkban és hegesztőkesztyűben kell elvégezni. Az overálnak magában kell foglalnia a hegesztéssel végzett munkát is. Ezenkívül a hagyományos hegesztéshez hasonlóan be kell tartani az összes tűzbiztonsági intézkedést és biztonsági előírást.
A rézhuzalok hegesztéséhez speciális szén-réz elektródokat használnak, amelyeket gyakran „ceruzáknak” hívnak. Ilyen speciális elektródok hiányában használhat hagyományos szénrúdot használhatatlan akkumulátorból. Ebben az esetben a hegesztési áram, az átmérőtől és a hegesztendő huzalok számától függően, legalább nagyjából az alábbiakban megadott határokon belül ajánlható.
Két 1,5 mm2 keresztmetszetű rézhuzal hegesztéséhez elegendő a 70A hegesztőáram, ugyanabból a huzalból háromszor 80 - 90A lesz szükség. Két vagy három vezetéknél, amelyek keresztmetszete 2,5 mm2, az áram eléri a 80-100A, és három vagy négynél a 100-120A áramot.
Ezeket az adatokat indikatívnak kell tekinteni, mivel a huzalokban használt réz, a gyártótól függően, összetételükben és tulajdonságaikban nagyon eltérő. Ennek megfelelően a hegesztési módok is különböznek.
Az optimális mód az, ha az elektróda nem tapad a hegesztési ponthoz, és az ív stabil. Ez a kombináció már empirikus munkavégzés során érhető el. Körülbelül ezeket a határértékeket kell betartani egy inverteres hegesztőgép vásárlásakor. Ha az eszközt csak ilyen munkákra szánják, akkor erősebb eszközre nincs szükség.
Hegesztési technológia vezetékek
A hegesztés több technológiai műveletből áll. Először távolítsa el a burkolatot és a szigetelést a huzalokból, majd csavarni. Vágja le a kapott csavart úgy, hogy az összes huzal vége azonos legyen, és a csavarhossz legalább 50 mm legyen.
Ezután réz hő-eltávolító kapcsot helyeznek el a csavarra, és összekapcsolják a hegesztőgép tömegét. Ezeket a műveleteket követően a tartóba töltött szén „ceruza” végét a csavar végéhez vezetjük és hegesztjük. Ennek eredményeként a csavar végén alaposan megolvadt rézgolyó alakulhat ki, ezt követően a hegesztést le kell állítani. Annak érdekében, hogy a vezetékek szigetelése ne olvadjon el, az egyes csavarok hegesztési ideje nem haladhatja meg az 1–2 másodpercet. Miután a hegesztett tekercsek lehűltek, azokat szigetelő szalaggal kell szigetelni, vagy - modernabb formában - hőre zsugorodó csővel.
Házi huzalhegesztő gépek
A tekercsek csavarására szolgáló inverterberendezés nagyon jó, de van egy hátránya, talán az egyetlen. Ez magas ár. Ezért egy ilyen készülék megszerzése akkor válik megfelelővé, ha a hegesztést rendszeresen végzik, és nem esetről esetre, például speciális villamosmérnöki brigádok és vállalkozások körülményei között. Ha csak tervez huzalozás cseréje egy önálló két vagy három szobás lakásban meglehetõsen megkerülhetõ egy otthoni hegesztõgéppel, akár csak transzformátorral, megfelelõ erõvel.
Mint ilyen transzformátor, az ábrán bemutatott TBS sorozatú transzformátor (páncélozott géptranszformátor) nagyon megfelelő 1.

kép 1. TBS sorozatú transzformátor
Hegesztési huzalokhoz egy legalább 600 W teljesítményű és 9 - 36 V másodlagos tekercselési feszültségű transzformátor megfelelő. Az elektróda tartó és a „tömeg” csatlakoztatására szolgáló bilincs csatlakozik a másodlagos tekercshez.
A hegesztést szén-elektróda segítségével (rúd az akkumulátorról) végezzük, ugyanúgy, ahogy azt az inverteres hegesztőgépre írták. Valójában az egész folyamat ugyanaz: a huzalok lecsupaszításától a csavar megérintéséig egy szénnel, és a csavarok ezt követő szigeteléséig.
Ilyen transzformátor hiányában könnyen elkészíthető. Ehhez W alakú transzformátorvasra lesz szükség, amelynek magmagassága legalább 30 cm2. Az elsődleges tekercs 30 cm2-es felülettel és 220 V hálózati feszültséggel 293 fordulatot tartalmaz, amelyet egy 0,8 - 1,0 mm átmérőjű tekercselő huzal készít.
A másodlagos tekercset három, 3 mm átmérőjű, vagy négy-öt huzalnál vékonyabb huzalba kell tekercselni, de csak úgy, hogy a teljes terület legalább 15 - 20 mm2 legyen. Ha a szekunder tekercs feszültsége 10 V, akkor a megadott vasalással 13 fordulatot kell tartalmaznia.
Ha nincs ilyen vas, akkor a fordulók számát az alábbi képletekkel lehet meghatározni.
W1 = 40 * U1 / S
W2 = 40 * U2 / S
Ezen képletek szerint meghatározzuk a primer és a másodlagos tekercsek fordulatszámát, ahol S a mag területe, 40 az empirikus együttható (40-60 tartományban lehet, minél jobb a vas, annál kisebb a szám), U1 hálózati feszültség (220 V), U2 - szükséges másodlagos feszültség. Mellesleg, ez a képlet alkalmas bármilyen transzformátor kiszámításához, nem feltétlenül hegesztéshez.
Az előzőhöz hasonlóan hegesztőmaszkra vagy szemüvegre és kesztyűre lesz szüksége, különben garantáltan megolvadt fémmel történő égés vagy "nyuszik" a szemben. A hegesztési folyamat egyszerűsítéséhez használhatja az ábrán látható speciális bilincset. 2.
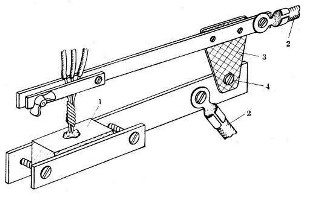
kép 2. Csavar hegesztő
Az eszköz kialakítása egyszerű és az ábra alapján érthető. A hegesztő-transzformátor feszültsége a 2 huzalok segítségével a felső 3 (mozgatható kar) és az alsó (alaprész) részekhez van csatlakoztatva, amelyeket a 3 szigetelőlap összekapcsolt egy 4 csuklópánt segítségével. a gyógyszertárakban értékesített borax.
A 2 vezetékeknek a lehető legrövidebbeknek kell lenniük, és a keresztmetszetnek a lehető legnagyobbnak kell lennie, nem kevesebb, mint a transzformátor másodlagos tekercsének keresztmetszete.A hálózati kapcsolónak a lehető legközelebb kell lennie, jobb, ha ez egy átmeneti kapcsoló a huzalon, mint egy állólámpa.
A hegesztési eljárás ebben az esetben így néz ki. Először a hegesztett csavart szárnyas szorítóval rögzítik a mozgatható karon. A szén-elektróda mélyedésébe fluxust öntünk, a karokat kézzel nyomjuk meg. Ezután feszültséget vezetnek a hegesztő transzformátorra, és egy gömb alakul ki a szén-elektróda mélyedésében a fluxusréteg alatt. Ezt követően ki kell kapcsolni a transzformátort, és várjon egy ideig, amíg a golyó közvetlenül lehűl a berendezésben.
A hegesztési idő gyakorlatilag meg van határozva, ezért először gyakoroljon a huzalok felesleges maradékaira. Ezzel a készülékkel alumínium huzalok, valamint alumínium és réz hegesztése lehetséges. Az ábrán látható a csavarások végrehajtásának módszerei ebben az esetben. 3.
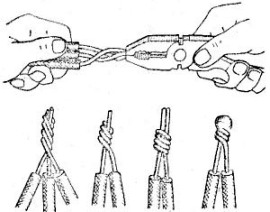
kép 3. Csavarok huzalhegesztéshez
Olvassa el a ponthegesztő gépekrőlitt. A cikk leírja az ilyen eszközöknek a háztartási műhelyhez készült, otthon készített több mintáját.
Boris Aladyshkin
Lásd még az bgv.electricianexp.com oldalon
: