kategorije: Izdvojeni članci » Kućna automatizacija
Broj pregledavanja: 149188
Komentari na članak: 5
Princip rada i osnove PLC programiranja
Programibilni logički kontroleri (PLC-ovi)
 Prije pojave logičkih krugova čvrstog stanja, razvoj logičkih upravljačkih sustava temeljio se na elektromehaničkim relejima. Do danas, releji nisu zastareli u svom odredištu, ali ipak ih u nekim svojim prethodnim funkcijama zamjenjuje kontroler.
Prije pojave logičkih krugova čvrstog stanja, razvoj logičkih upravljačkih sustava temeljio se na elektromehaničkim relejima. Do danas, releji nisu zastareli u svom odredištu, ali ipak ih u nekim svojim prethodnim funkcijama zamjenjuje kontroler.
U modernoj industriji postoji veliki broj različitih sustava i procesa koji zahtijevaju automatizaciju, ali sada su takvi sustavi rijetko dizajnirani iz releja. Suvremeni proizvodni procesi trebaju uređaj koji je programiran za obavljanje različitih logičkih funkcija. Krajem 1960-ih, američka tvrtka Bedford Associates razvila je računalni uređaj zvan MODICON (Modularni digitalni kontroler). Kasnije je ime uređaja postalo naziv jedinice tvrtke koja ga je dizajnirala, napravila i prodala.
Ostale tvrtke razvile su vlastite verzije ovog uređaja, a na kraju je postao poznat i kao PLC, ili programirljivi logički kontroler, Cilj programabilnog regulatora koji može simulirati rad velikog broja releja zamijeniti elektromehaničke releje s logički elementi.
PLC ima skup ulaznih terminala s kojima možete pratiti stanje senzora i sklopki. Postoje i izlazni terminali koji pružaju "visoki" ili "niski" signal indikatorima napajanja, magnetskim ventilima, kontaktima, malim motorima i ostalim uređajima za samo nadgledanje.
PLC-ove je lako programirati jer njihov programski jezik nalikuje logici releja. Tako će se običan industrijski električar ili inženjer elektrotehnike, naviknut čitati logičke sklopove ljestvika, osjećati ugodno kad programira PLC za obavljanje istih funkcija.
Signalna veza i standardno programiranje nešto su različiti za različite PLC modele, ali oni su prilično slični, što vam omogućuje da ovdje postavite "općeniti" uvod u programiranje ovog uređaja.
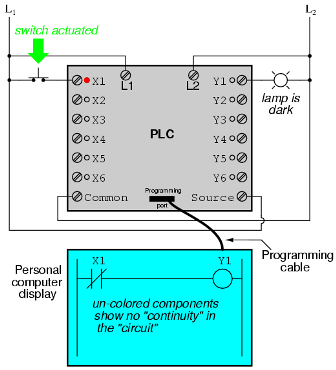
Sljedeća ilustracija prikazuje jednostavan PLC, točnije, kako može izgledati ispred. Dva vijčana spoja za spajanje unutarnjih PLC krugova do 120 VAC su označena L1 i L2.
Šest vijaka koji se nalaze na lijevoj strani pružaju vezu za ulazne uređaje. Svaki terminal predstavlja svoj ulazni kanal (X). Vijčani terminal ("općenita" veza) smješten u donjem lijevom kutu obično je spojen na L2 (neutralni) izvor struje s naponom od 120 V AC.

Unutar kućišta PLC-a koji povezuje svaki ulazni terminal na zajednički terminal nalazi se izolator uređaja (LED) koji daje električno izolirani "visoki" signal za računalni krug (fototransistor tumači LED svjetlo) kada je izmjenična struja od 120 volti instalirana između odgovarajućeg ulaznog terminala i zajedničkog terminal. LED na prednjoj strani PLC-a omogućava razumijevanje aktivnog ulaza:

Izlazni signali generiraju se PLC računalnim krugom, aktivirajući prekidač (tranzistor, tiristor ili čak elektromehanički relej) i spajajući terminal „Source“ (donji desni ugao) na bilo koji izlaz označen slovom Y. Izvorni terminal obično je povezan s L1. Kao i svaki ulaz, i svaki izlaz koji se napaja označen je LED-om:

Dakle, PLC se može spojiti na bilo koje uređaje, poput prekidača i elektromagneta.
Osnove programiranja PLC-a
Suvremena logika upravljačkog sustava ugrađena je u PLC putem računalnog programa.Ovaj program određuje koji su izlazi aktivni i pod kojim ulaznim uvjetima. Iako sam program nalikuje relejnom logičkom krugu, ne postoje prekidači kontakata ili relejski svitak koji djeluju unutar PLC-a za stvaranje veza između ulaza i izlaza. Ti su kontakti i zavojnice imaginarni. Program se piše i gleda putem osobnog računala spojenog na PLC port za programiranje.
Razmotrite sljedeći krug i PLC program:

Kad se sklopka s gumbom ne aktivira (u isključenom stanju), signal se ne šalje na ulaz X1. U skladu s programom, koji pokazuje "otvoreni" ulaz X1, signal se neće slati na izlaz Y1. Tako će izlaz Y1 ostati bez napajanja, a indikator spojen na njega isključit će se.
Ako pritisnete sklopku s gumbom, signal će biti poslan na ulaz X1. Svi kontakti X1 u programu će poprimiti aktivirano stanje, kao da su relejni kontakti aktivirani napajanjem napona u relejskoj zavojnici zvanoj X1. U tom će slučaju otvoreni kontakt X1 biti "zatvoren" i poslati signal zavojnici Y1. Kad se zavojnica Y1 napaja, izlaz Y1 zasvijetlit će žaruljom koja je spojena na nju.

Treba razumjeti da su kontakt X1 i zavojnica Y1 povezani pomoću žica, a "signal" koji se pojavljuje na monitoru računala virtualni. Ne postoje kao prave električne komponente. Prisutni su samo u računalnom programu - koji je dio softvera - i nalikuju onome što se događa u krugu releja.
Podjednako je važno razumjeti da računalo za pisanje i uređivanje programa nije potrebno za daljnju upotrebu PLC-a. Nakon što se program učita u programirljivi kontroler, računalo se može isključiti, a PLC će samostalno izvršavati programske naredbe. U ilustraciju uključujemo monitor osobnog računala kako biste razumjeli vezu između stvarnih uvjeta (zatvaranje sklopke i stanja lampica) i statusa programa (signali kroz virtualne kontakte i virtualne zavojnice).
Prava snaga i svestranost PLC-a otkriva se kada želimo promijeniti ponašanje upravljačkog sustava. Budući da je PLC programirljivi uređaj, možemo promijeniti naredbe koje smo postavili bez rekonfiguriranja povezanih komponenti. Pretpostavimo da smo odlučili da funkciju "prebaci - žarulja" prebacimo obrnuto: pritisnite gumb da isključite žarulju i pustite je da je uključite.
Rješenje ovog problema u stvarnim uvjetima je da se prekidač, "otvoren" u normalnim uvjetima, zamijeni s "zatvoren". Njegovo softversko rješenje mijenja program tako da kontakt X1 u normalnim uvjetima bude "zatvoren", a ne "otvoren".
Na sljedećoj slici vidjet ćete već promijenjeni program, s prekidačem koji nije aktiviran:

I ovdje je prekidač aktiviran:
Jedna od prednosti implementacije logičke kontrole u softver, za razliku od upravljanja hardverom, je ta što se ulazni signali mogu koristiti onoliko puta koliko je potrebno. Na primjer, razmotrite sklop i program dizajniran za uključivanje žarulje ako su najmanje dva od tri prekidača istovremeno aktivirana:

Za izgradnju sličnog kruga pomoću releja, u normalnim uvjetima trebat će tri releja s dva otvorena kontakta, od kojih se svaki mora koristiti. Međutim, pomoću PLC-a možemo programirati onoliko pinova za svaki "X" ulaz bez željenog dodavanja dodatne opreme (svaki ulaz i izlaz trebaju zauzimati najviše 1 bit u digitalnoj memoriji PLC-a) i nazovimo ih onoliko puta koliko je potrebno ,
Osim toga, budući da svaki PLC izlaz ne zauzima više od jednog bita u svojoj memoriji, u program možemo dodati kontakte, dovodeći Y izlaz u neaktivirano stanje. Na primjer, uzmite dijagram motora sa sustavom za kontrolu početka pokreta i zaustavljanja:

Prekidač spojen na ulaz X1 služi kao tipka "Start", dok prekidač povezan na ulaz X2 služi kao tipka "Stop". Drugi kontakt, nazvan Y1, poput ispisa u kontaktu, omogućuje da motorni sklopnik ostane pod naponom čak i ako otpustite gumb Start. U ovom slučaju možete vidjeti kako se kontakt X2, "zatvoren" u normalnim uvjetima, pojavljuje u bloku boja, pokazujući tako da je u stanju "zatvoreno" ("električno provodljivo").
Ako pritisnete gumb "Start", struja će proći kroz "zatvoreni" kontakt X1 i ona će poslati 120 VAC na sklop motora. Paralelni kontakt Y1 također će se "zatvoriti", zatvarajući tako krug:

Ako sada pritisnemo tipku "Start", kontakt X1 prelazi u stanje "otvoreno", ali motor će i dalje raditi, jer će zatvoreni kontakt Y1 i dalje držati zavojnicu naponom:

Da biste zaustavili motor, morate brzo pritisnuti gumb "Stop", koji će prijaviti napon na ulazu X1 i "otvoren" kontakt, što će dovesti do prekida napajanja naponom na zavojnicu Y1:

Kad ste pritisnuli tipku "Stop", ulaz X1 ostao je bez napona, čime je kontakt X1 vraćen u normalno "zatvoreno" stanje. Ni pod kojim uvjetima motor neće ponovo raditi dok ponovno ne pritisnete tipku Start, jer je ispis na iglu Y1 izgubljen:

Model oštećenja PLC upravljačkih uređaja je vrlo važan, kao što je slučaj s elektromehaničkim upravljačkim uređajima releja. Uvijek je potrebno uzeti u obzir učinak pogrešno „otvorenog“ kontakta na rad sustava. Na primjer, u našem slučaju, ako se kontakt X2 pogrešno "otvori", motor neće biti zaustavljen!
Rješenje ovog problema je reprogramirati kontakt X2 unutar PLC-a i zapravo pritisnuti gumb Stop:

Kad se gumb "Stop" ne pritisne, ulaz PLC X2 se napaja, tj. kontakt X2 je "zatvoren". Ovo omogućava motoru da pokrene rad kad se struja priopći terminal Terminalu X1 i da nastavi s radom kad se otpusti gumb "Start". Kada pritisnete gumb "Stop", kontakt X2 prelazi u "otvoreno" stanje i motor prestaje raditi. Tako možete vidjeti da ne postoji funkcionalna razlika između ovog i prethodnog modela.
Međutim, ako se ulazni terminal X2 pogrešno "otvorio", ulaz X2 može se zaustaviti pritiskom na tipku "Stop". Kao rezultat toga, motor se odmah isključuje. Ovaj je model sigurniji od prethodnog, jer će pritiskom na tipku "Stop" nemoguće zaustaviti motor.
Pored ulaza (X) i izlaza (Y) u PLC-u, moguće je koristiti i „interne kontakte i zavojnice. Koriste se na isti način kao srednji releji koji se koriste u standardnim relejnim krugovima.
Da biste razumjeli princip rada "unutarnjih" krugova i kontakata, razmotrite sljedeći krug i program razvijen na temelju tri ulaza logičke funkcije I:

U ovom krugu žarulja svijetli dok se ne pritisne jedan od gumba. Da biste ugasili svjetiljku, pritisnite sva tri gumba:

Ovaj članak o programibilnim logičkim kontrolerima ilustrira samo mali uzorak njihovih mogućnosti. Kao PLC računalo može obavljati druge napredne funkcije s puno većom točnošću i pouzdanošću nego kad se koriste elektromehanički logički uređaji. Većina PLC-ova ima više od šest ulaza i izlaza. Sljedeća ilustracija prikazuje jedan od PLC-a Allena-Bradleya:

S modulima, od kojih svaki ima 16 ulaza i izlaza, ovaj PLC ima mogućnost upravljanja desetak uređaja.Postavljeni u komandni ormar PLC zauzima malo prostora (za elektromehaničke releje koji obavljaju iste funkcije potrebno je mnogo više slobodnog prostora).

Jedna od prednosti PLC-a, koju elektromehanički rele jednostavno ne može kopirati, je daljinsko nadgledanje i upravljanje putem računalne digitalne mreže. Budući da PLC nije ništa drugo do specijalizirano digitalno računalo, lako može "komunicirati" s drugim računalima. Sljedeća fotografija grafički je prikaz postupka punjenja tekućine (crpne stanice za pročišćavanje komunalnih otpadnih voda) kojim upravlja PLC. Štoviše, sama stanica nalazi se nekoliko kilometara od monitora računala.
Pogledajte također na elektrohomepro.com
: